В поисках экономии.
Увеличение эффективности использования ЛКМ в существующих покрасочных линиях
При оценке экономичности работы окрасочного оборудования
наиболее важным фактором является стоимость использованного лакокрасочного
материала. Любое снижение потребления ЛКМ обеспечивает дополнительную экономию,
причем это не только уменьшение затрат на покупку краски, но также снижение
затрат на эксплуатацию и удаления остатков материала с оборудования после
окончания процесса, и стоимость самой очистки.
Электростатический метод покраски является чрезвычайно
эффективным с точки зрения стоимости технологического процесса, и в нем без
проблем можно также использовать
водорастворимые материалы с высокой степенью
электропроводности.
Эффективность метода распыления лакокрасочного материала
характеризируется коэффициентом переноса краски, который является соотношением
между количеством распыленного и нанесенного на изделие ЛКМ. Самым важным
приоритетом является достижение как можно более высокой степени переноса краски.
На рис. 1 представлены возможные причины потерь лакокрасочного материала на
окрасочном участке.
Многочисленные исследования показали, что наилучшие
результаты обеспечиваются в случае электростатического процесса нанесения
лакокрасочных материалов. На рис. 2 представлено сравнение степеней переноса
ЛКМ у различных методов распыления.
 |
| Рис. 1. Потери ЛКМ в процессе покраски |
 |
Рис. 2. Сравнение степеней переноса краски у различных
методов распыления ЛКМ
|
Принцип электростатического нанесения ЛКМ
Что обеспечивает достижение такого высокого коэффициента
переноса в процессе электростатического нанесения красок? Ответ на этот вопрос
можно найти в физических свойствах самого явления электростатики. Специфика
электростатического нанесения лакокрасочных материалов будет подробно описана
далее в этой статье.
Схема такой системы нанесения ЛКМ показана на рис. 3.
Краска подается к распылителю из заземленного бака и с
помощью дозирующего устройства (не показанного на рисунке), которое также
заземлено. На распылителе имеется высокое напряжение (80-90 кВ), что
обеспечивает зарядку частиц краски, соприкасающихся с чашечной головкой (прямая зарядка). Напротив распылителя
находится заземленное изделие предназначенное для покраски. Таким образом,
между распылителем и окрашиваемым элементом образуется электростатическое поле,
вдоль силовых линий которого заряженные частицы краски движутся к поверхности
установленного в данном месте элемента. При этом можно окрашивать также
обратные поверхности изделия (эффект обволакивания). Создание и поддержание
оптимальных параметров электростатического поля обеспечивает достижение более
высокой степени нанесения материала, в сравнении с традиционными методами
распыления.
 |
| Рис. 3. Схематическое изображение электростатического метода нанесения ЛКМ, в котором зарядка краски происходит в результате прямого контакта с электродом распылителя |
 |
| Рис. 4. Схематическое изображение электростатических явлений |
 |
| Рис. 5. Электростатическая окраска с помощью пистолета-распылителя, установленного на покрасочном роботе |
Существует целый ряд явлений и факторов (см. рис. 4),
характеризирующих процесс электростатической покраски:
- Обволакивание
Обволакивание – это эффект покраска обратных поверхностей
данного элемента. Капли краски, которые сначала пролетают мимо элемента, теряют
скорость из-за сопротивления воздуха и начинают двигаться вдоль силовых линий
электростатического поля, которые огибают края изделия, за счет чего происходит
образование покрытия на обратных поверхностях окрашиваемого изделия.
- Окраска кромок
Силовые линии электростатического поля направлены перпендикулярно
к поверхности. Около кромок изделия происходит значительная концентрация этих
линий. А так как заряженные капли материала в значительной степени переносятся
вдоль линий поля, это приводит к чрезмерному покрытию кромок.
- Эффект Клетки Фарадея.
В случае углублений, частично закрытых прорезей и участков окрашиваемого
элемента линии поля обычно не достигают всех участок или их очень мало,
особенно, если это кромки с обратной стороны изделия. Из-за этого каплям
материала не удается попасть на данные участки, и поэтому в таких местах
наносится покрытие меньшей толщины.
В зависимости от поставленной задачи данные явления могут
иметь негативное или положительное влияние на результат процесса покраски.
Дополнительным преимуществом эффекта обволакивания краски при
электростатическом нанесении является то, что при этом окрашиваются
поверхности, которые не находятся непосредственно в зоне распыления ЛКМ и нет
необходимости в дополнительном вращении окрашиваемого элемента. Недостаточное
окрашивание отверстий и углублений из-за эффекта клетки Фарадея компенсируется
целенаправленным применением более сильной струи вспомогательного воздуха. Это
означает, что имеющийся поток вспомогательного воздуха дополнительно
усиливается, что обеспечивает увеличение количества частиц краски, попадаемой в
углубления, частично закрытых участков и
и зон окрашиваемого элемента.
Разные методы нанесения
При покраске больших партий изделий существует возможность
применения различных методов нанесения. В случае пневматического распыления имеется три
основные методы нанесения, где используется электростатика эффект.
К ним относится:
- электростатическая покраска с использованием
пневматического пистолета-распылителя;
- электростатическа покраска с использованием быстровращающегося
дискового распылителя;
- электростатическая покраска с помощью чашечного
распылителя.
Электростатическая покраска с использованием пневматического
пистолета-распылителя
Электростатическая покраска с помощью пневматического
пистолета является оптимальной комбинацией электростатики и традиционного
метода нанесения ЛКМ с помощью сжатого воздуха. Окрашивание этим методом
преимущественно происходит с использованием обычного пневматического
распылителя, который дополнительно оснащен электродом высокого напpяжения, с
помощью которого происходит зарядка краски.
Описанная выше разница электростатических потенциалов
возникает между пистолетом, к которому подается высокое напряжение, и
заземленным изделием, предназначенным для покраски. Характеристики пистолета-распылителя
остаются неизменными, только заряжаются частицы краски, за счет чего
достигается значительно большая степень нанесения ЛКМ.
- Электростатическая покраска с использованием
дискового распылителя
Характерной чертой дискового
распылителя является то, что он устанавливает на вертикальном,
движущемся вверх и вниз манипуляторе. Распыление краски происходит радиально в
процессе вращения распылительного устройства – смотри рис. 6. При покраске
окрашиваемые элементы транспортируются на конвейере вокруг распылителя по, так
называемой, «омега петле», что обязательно для достижения высокой
производительности. Окрашиваемые изделия могут при этом вращаться вокруг
собственной оси, что обеспечивает получение равномерного, сплошного
лакокрасочного покрытия. Дисковые распылители часто применяются там, где
возникает необходимость ротационной
покраски симметричных элементов.
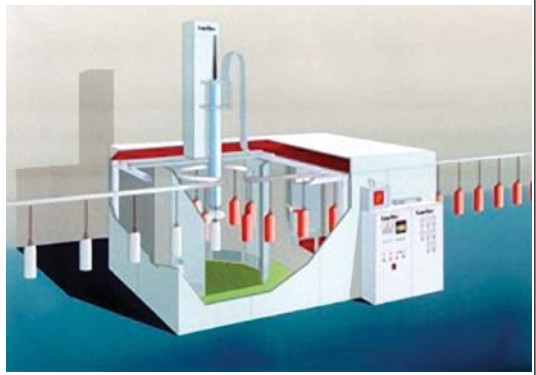 |
| Рис. 6. Дисковый распылитель в покрасочной камере |
 |
| Рис. 7. Быстровращающийся чашечный распылитель, который применяется для покраски бамперов |
Электростатическая покраска с помощью чашечного распылителя
Электростатическая покраска с помощью чашечного распылителя заключается в следующем – распылитель устанавливается
перпендикулярно по отношению к окрашиваемым поверхностям (см. рис. 3). За счет
этого достигается равномерное нанесение краски и лучшее декоративное качество
покрытия. Именно поэтому распылители такого типа широко применяются в
автомобильной промышленности, а также производителями автокомпонентов для
автопроизводств.
Кроме вышеописанных свойств, этот метод характеризируется
еще большим коэффициентом нанесения краски в сравнении с обычной
электростатикой, так как в этом случае капли краски не подвергаются воздействию
высокочастотных импульсов, и, находясь под влиянием силовых линий
электростатического поля, они легче достигают цели, какой является окрашиваемый
элемент. Используя дополнительно вспомогательный поток воздуха можно окрашивать
также участки, где возникает эффект клетки Фарадея. Существует несколько типов
оборудования такого типа, так что описанные выше распылители можно
устанавливать на манипуляторах и на роботах.
Подготовка водорастворимых ЛКМ к электростатическому нанесению
Растущая популярность и область применения водорастворимых
материалов вызывает необходимость определенной адаптации данных продуктов к
электростатическому методу нанесения с точки зрения распыления и места
нанесения частиц краски. Водорастворимые окрасочные системы из-за их большой
проводимости нельзя наносить с помощью простой зарядки их частиц при контакте с
электродом распылителя, который находится под высоким напряжением, так как
существует опасность возникновения короткого замыкания
на заземленной емкости, из которой подается краска.
Описанные далее методы показывают только небольшой перечень
возможностей, а также условий, которые необходимо соблюдать при использовании
водорастворимых ЛКМ.
- Изолированная подача краски.
- Система разделения потенциалов.
Изолированная подача краски
Метод изолированной подачи краски применяется, когда мы
имеем дело с небольшим количеством редко сменяемых цветов краски, которые
наносятся исключительно с помощью электростатической установки. Обычно такая
система состоит из изоляторов, установленных на изолированном столе, на котором
также размещаются емкости с краской и промывочным средством, из которых
осуществляется подача материала. Вся распылительно-дозирующая система подачи
материала находится под высоким напряжением.
Разделение потенциалов емкостей с ЛКМ по отношению к земле
осуществляется с помощью изоляторов (ножки столов). Пример такой системы
показан на рис. 8.
 |
| Рис. 8 . Изолированная подачи ЛКМ с помощью изолированных столов |
Размер такого стола зависит от объема применяемых емкостей,
используемого количества краски и требуемых циклов смены краски. Подача краски
может осуществляться в системе типа A/B: два отдельные помещения (комнаты с
изолированными столами) в которых попеременно работают окрасочные установки,
обеспечивая автоматическую смену краски или ее восполнение в процессе
производства. Учитывая то факт, установки для изолированной подачи краски
находятся под высоким давлением, они должны иметь соответствующий корпус и
встроенные датчики и предохранители, обеспечивающие безопасность эксплуатации.
Изолированная система подачи краски является известным и
проверенным решением, которое находит широкое применение в промышленности, так
как использование данного метод не влияет негативно на интенсивное применение
электростатической установки.
Эта система дополнительно характеризируется тем, что ее
нужно заполнять только раз в начале смены, и требуется только небольшое
обслуживание. Нужно упомянуть, что по понятным причинам в этой системе нельзя
применять ручные распылители, и требуется отдельная подача материала.
Система разделения потенциалов
Описанная выше изолированная система подачи краски
применяется в случае небольшого количества цветов и нечастой их смены. Для
окрасочного оборудования, от которого требуется нанесение большого количества
цветов и их частая смена за короткий промежуток времени, были разработаны и
рекомендуются другие системы разделения потенциалов. К ним принадлежат в том
числе разделение потенциалов с использованием технологии специальных клапанов,
например, системы „IsoValve” (изолированных клапанов).
Использующая клапана „IsoValve” технология основывается на
системе разделения потенциалов с помощью двух электроклапов, которые соединяют
между собой запасные, вспомогательные и рабочие емкости с ЛКМ. Опционально
можно также добавить средство для промывки на водной основе. В таком случае
необходимы два отсекающие клапана и только одна цилиндрическая емкость – смотри рисунок 9.
Подача краски осуществляется из рабочей емкости, наполненной
необходимым количеством краски с помощью шестеренчатого насоса, выполняющего
роль дозатора. Разделение происходит с помощью отсекающего клапана 1. При
достижении установленного минимального уровня в рабочей емкости происходит
открытие отсекающего насоса 2 и краска подается из вспомогательной емкости в
рабочую. Независимо от процесса восполнения краски осуществляется постоянная
подача краски к шестерному насосу. После окончания процесса восполнения ЛКМ
отсекающий клапан 2 прекращает подачу заземленной краски, и в этот момент
открывается клапан 1 для наполнения вспомогательной емкости.
Время смены цвета краски настолько оптимизировано, что его
можно сравнить со временем проверки минимального количества краски в рабочей
емкости и сравнения с фактическим состоянием. Благодаря этому вспомогательную
емкость можно промывать уже тогда, когда краска забирается из рабочей емкости.
Информация о минимальном количестве краски в емкости
используется для предупреждения ненужных потерь при смене цвета, что также
увеличивает степень производительности покрасочной линии.
Кратковременная промывка распылительной чашки без смены
цвета краски может осуществляться под высоким напряжением, так как и в этом
случае возможно разделение потенциалов. Этот вариант разделения потенциалов
особенно часто применяется в автомобилестроении, где используется большое
количество цветов и удаленное управление процессом покраски.
Эта система может также применяться в виде самостоятельной
единицы (StandAlone) при
дооснащении уже существующего покрасочного оборудования.
Выводы
Применения электростатических методов нанесения ЛКМ является
чрезвычайно эффективным с точки зрения стоимости технологического процесса, в
котором без проблем также применяются высокопроизводительные
водорастворимые краски. В зависимости от
предусмотренной цели и требований можно использовать целый ряд методов,
обеспечивающих безопасное и повторяемое нанесение ЛКМ. Важно уже в самом начале сделать
профессиональный анализ с учетом фактического состояния покрасочного участка. В
любой момент можно дооснастить окрасочную линию электростатическим
оборудование, обеспечивающим значительную экономию ЛКМ.
 |
| Рис. 9. Схематическое изображение системы разделения потенциалов „IsoValve” |
Пневматический электростатический пистолет Nanogun

Пневматический электростатический пистолет низкого давления, гредиазначенный для использовав на многих проявленных рынках: аэрокосмическом, автомобильном, в производстве сельхозтехники» деревообработке и др. Пистолет имеет высокие эксплуатационные характеристики и великолепный дизайн, яркий легко узнаваемый цвет. А блок управлений GNM6080 имеет оригинальный дизайн в виде круглого циферблата часов, где по кругу идут пиковые индикаторы напряжения и тока. Хорошо сбалансированный и легкий пистолет облегчает работу оператора. Вес пистолета всего 488 г. Это один из самых легких электростатических пистолетов на рынке. Пистолет прост в обслуживании и эксплуатации. В зависимости от сопла факел может быть плоским или круглым. С левой стороны ручки находится регулятор размера факела, которым удобно оперировать даже пальцем правой руки в которой держите пистолет. Размер факела может изменяться от 90 до 400 мм. В задней части пистолета традиционно размещен регулятор выхода краски. Производительность работы пистолета может регулироваться от 100 куб.см до 1 000 куб.см. Рекомендуемая вязкость ЛКМ - 14-50 сек. Над регулятором краски находится рычаг выключения высокого напряжения, которым удобно оперативно пользоваться в процессе окрашивания сложных деталей, где надо выключать высокое напряжение. Это единственная модель на рынке
электростатических пистолетов, которая может использоваться как с красками на основе растворителей, так и с водными материалами. Как обычно, при использовании водных материалов необходимо обеспечить изоляцию краснонагнетателеных элементов. Блок управления имеет круглую форму с диаметром экрана 180 мм его хорошо видно с большого расстояния . Кроме паковых индикаторов напряжения и тока в центре находится цифровой индикатор заданного значения напряжения и кнопки его регулирования. Выше индикатора расположены графические диагностические символы. А ниже расположены три индикатора и кнопка выбора предустановленных значений рабочего высокого напряжения. Максимальное высокое напряжение на сопле пистолета - 60кВ. ток - 80 мА. Пистолет может поставляться со шлангами длиной 7,5 или 15 м.
КМХ - электростатический AIRMIX пистолет фирмы KREMLIN

Высокоэффективный ручной электростатический AIRMIX пистолет фирмы KREMLIN обеспечивает высокую экономию ЛКМ и используется для покраски разных видов изделий из метала, дерева, пластмассы, стекла. В комплект оборудования входит сам пистолет КМХ, блок управления, насос и комплект шлангов/кабелей 10 м.
Технические характеристики:
Вес: Пистолет КМХ: 800г
Удельное сопротивление краски: 5-500 мОм.см
Вязкость краски: 14-40 сек (Ford #4)
Мах давление ЛКМ: 100 бар
Высокое напряжение: 20-85кВ
Ток: 0-100 мКа
Длинна шлангов: 10м
Чашечный распылитель NANOBELL.

NANOBELL очень компактный (3.3 кг) чашечный распылитель разработанный специально для использования на небольших роботах с шестью степенями свободы. Используется для покраски деревянных, пластиковых, металических изделий органорастворимыми или водными ЛКМ. Структура самого распылителя и управление похожи на распылитель РРН308.
Электростатический турбинный распылитель фирмы SAMES

В качестве примеров использования этого распылителя можно привести:
покраска автомобильных дисков, алюминиевых профилей, изделий из дерева, металлической мебели, стеклянных бутылок, пластмассовых деталей, автомобильных аксессуаров и т.д.
Распылитель PPH308 разработан для распыления ЛКМ на основе растворителей и на воде. В его основу положены самые лучшие технические решения, первоначально разработанные для автомобильной промышленности и удовлетворяющие самым высоким требованиям. Этот распылитель обычно устанавливается в стационарном положении или на возвратнопоступательном манипуляторе.
Основными преимуществами РРН308 являются высокое качество покрытия и очень высокая передаточная эффективность, т.е. очень высокая эффективность использования ЛКМ, что определяет быструю его окупаемость.Качество: технология вращающейся "чашечки" обеспечивает самое высокое качество распыления и прекрасную управляемость размером факела.
Экономия ЛКМ: Передаточная эффективность очень высокая. Выше любого традиционного метода распыления и составляет выше 80% в зависимости от формы изделия,типа краски, конструкции "чашечки" и системных настроек. Краска распыляется при помощи центробежных сил, проходя через отверстия по периметру вращающейся с помощью турбины «чашечки». Скорость вращения может доходить до 45000 об/мин. Электростатический заряд передается частичкам краски, когда они отрываются от кромки “чашки» (при внутреннем заряде) или в воздухе (при внешнем заряде). Путь движения частичек определяется электростатическим полем и воздушным потоком из распылителя (т.н. веерообразующим воздухом). Факел может подстраиваться в соответствии с требованиями: узкий и проникающий для изделий с углублениями, широкий и обволакивающий для плоских или трубчатых изделий. Есть набор «чашечек» различной конструкции. Комбинируя чашечки и веерообразующий коллектор (стандарт или vortex) можно распылять любые виды материалов, красок, лаков, включая имеющие высокий сухой остаток (до 70%). Например, сочетание vortex чашечки и коллектора обеспечивает наилучшее проникновение факела на сложных деталях и является самым эффективным инструментом для «металликов».
Распылитель РРН308 снабжен Sames турбиной с магнитными пневматическими подшипниками. Такая конструкция практически устраняет механический износ и вибрацию на самых высоких скоростях, так как вращение происходит в воздушной «подушке».Для быстрой установки в существующие производства SAMES имеет ряд стандартных комплектов “plug-and-spray” построенных по принципу: один распылитель - один блок управления. Комплекты разделены на две подгруппы: без манипулятора и с манипулятором. В каждой подгруппе есть комплекты под разные требования подачи ЛКМ и количества цветов.
Д. Гамеро
LacTec